
山东共达电力设备有限公司
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
山东共达电力设备有限公司
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
传真:0536-6917189
网址:www.sdgddlsb.cn
地址:山东省潍坊市昌乐县河头工业园
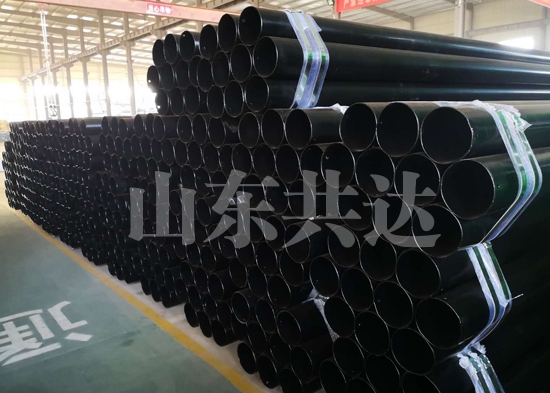
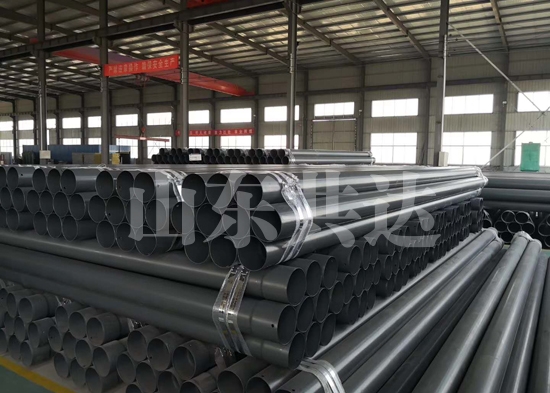
南京钢塑复合管适用于排水、海水、油、气体等介质的输送。 技术参数: 涂层材料:PE(改性聚乙烯)或EP(环氧树脂) 通用颜色:黑色,灰色,蓝色,红色 涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um EP(环氧树脂)喷涂厚度为100um-400um 涂覆方式:PE(改性聚乙烯)为热浸塑 EP(环氧树脂)为内外喷涂 产品规格:DN15—DN1200 环境温度:-30℃ 至120℃ 连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。应用领域:电力穿管、市政通讯等 规格: 钢塑复合管设备涂塑复合钢管焊口的内、外修补以公称通径(单位mm)分为32、40、50、65、80、100、125、150、200、250、300、400、450、500、600、700、800、900、950、1000、1100、1200共计22个规格。
共达钢塑复合管1、管道切割,管道切割应采用金属锯,大口径管宜采用锯床,使用盘踞切割时,其转速不得大于800r/min;被切割管道的截面应垂直于管轴心7a686964616f31333332393366;2、 管道连接前准备:经过切割后的管道端口应用细锉将金属毛边修光;涂塑管应采用专用铰刀,将涂塑层厚度1/2倒角,倒角坡度宜为10° -15°。涂塑钢涂层在端口完好,应采用削刀削成倾内倒角;钢塑复合管设备如端口有破损必须进行修补(采用修补液),修补至涂层为整体无裂缝;滚槽后在槽突出部分的涂塑层会受到损伤,必须进行修补,修补至涂层表面光滑,整体无裂缝无破损点;清理加工应采用棉回丝和毛刷清除管端和管内的油水和金属切削;3.连接方式1.螺纹连接,套丝应采用自动套丝机,执行现行国家标准GB/T7306;2.法兰连接一次安装法:可现场测量、绘制管道单线加工图,进行加工涂、衬塑后,再运抵现场安装;二次安装法:可现场用非涂、衬塑钢管和管件,法兰焊接,拼装管道,然后拆开进行涂、衬塑加工,再运抵现场安装
南京钢塑复合管一、外观检查,检查涂塑钢管的外观质量。二、厚度测量,从涂塑钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度。钢塑复合管设备三、针孔试验,管段试件长度约为1000mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500V,涂层厚度大于0.4mm,试验电压为2000V。检查有无电火花产生。四、附着力试验,附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。

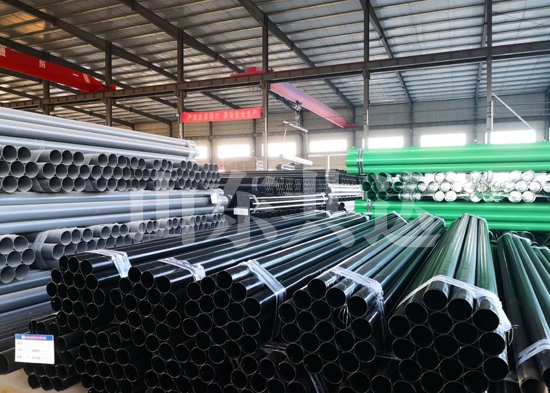
南京钢塑复合管涂塑钢管属于新型管道材料,在国内的历史只有十年,在这十年期间该产品由于其具有独特优点被广泛用在各工程领域。涂塑管的连接方式有很多种,有丝扣、卡箍、法兰还有焊接,前三种是继承传统的连接方式,适合dn500以下的管道连接,焊接相比其它管道来说具有牢固性好,使用年限长等优势,但是涂塑复合管是一种钢与塑的复合管材,如果采用焊接方式会导致内外表面涂层被破坏,根据该管道焊接的难点,双金属焊接及无损伤焊接方式脱颖而出,那这两种连接方式到底是怎么回事,下面就随小编的介绍一步步了解焊接涂塑复合管的世界。上面说过涂塑钢管焊接采用双金属焊接和无损伤连接,双金属是在普通钢管的内部衬一层不锈钢管板,不锈钢板长度为8~10cm,厚度可根据口径大小调节,将SUS304不锈钢薄板满焊在钢管端口,然后将管道进行涂塑加工。在施工中直接将两根衬有双金属的管道对焊即可,焊接的时候先用不锈钢焊条打底,再用电焊焊接完整,最后用修补液修补。如果施工中需要截断则需要采用双金属焊接连接件。钢塑复合管设备无损伤焊接是将两根涂塑管直接套在无损伤焊接件里,直接用电焊对焊即可,其中需要密封圈和粘胶的辅助,这样焊接十分方便,价格比前一种贵点,两者焊接后的性能都一样,可以达到管道连接牢靠,不用经常用人去维护的目的。焊接非常适合于埋地输送水介质,它是埋地防腐和建筑管道工程的连接首选。
| 手机:15064473613 | |
| 固话:0536-6917198 | |
| 传真:0536-6917189 | |
| 地址:山东省潍坊市昌乐县河头工业园 |

