
山东共达电力设备有限公司
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613
山东共达电力设备有限公司
专业从事各种涂塑系列产品的设计、研发、生产、销售
服务咨询热线
15064473613

联系人:丛建东
手机:15064473613
电话:0536-6917198
传真:0536-6917189
网址:www.sdgddlsb.cn
地址:山东省潍坊市昌乐县河头工业园

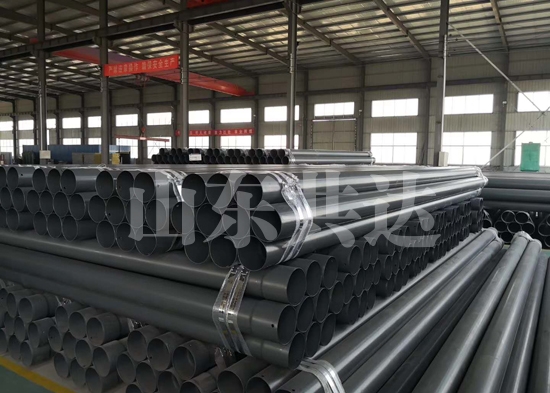
哈尔滨钢塑复合管涂塑管在焊接施工时,预留焊缝部位必须作砂磨处理至Sa2.5级,表观锚纹深度在50μm和112μm之间,保证管道施工后保持附着力以及内壁光洁,无焊渣、气孔,从而保证管道的内修补质量。涂塑钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的沟槽或法兰连接难免有渗漏的现象发生,而且不易发现。所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,最终导致涂层达不到其耐防腐,耐磨损的效果。钢塑复合管研发钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。
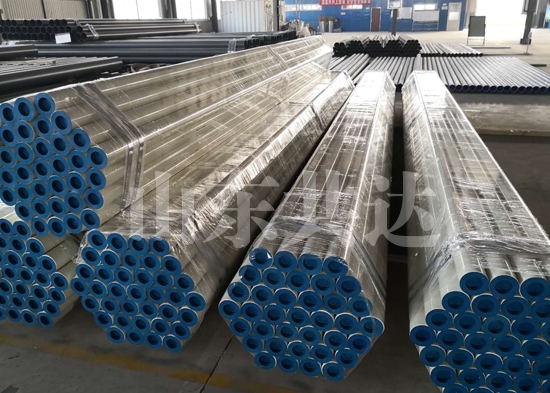
哈尔滨钢塑复合管1、施工前,对管材、管件、橡胶圈等做一次全面的外观检查,发现有问题的杜绝使用;2、安装程序为:清理承口插口、清理胶圈、上胶圈、下管,插口外表与胶圈刷润滑剂、将顶推管子插入承口;3、安装要点:清理口内的所有杂物,将之清除擦洗干净;清理胶圈、上胶圈:将胶圈上的粘着物清除擦洗干净装入承口槽内,并百将整个胶圈按压一遍;在插口的外表面和胶圈上涂刷润滑剂,将润滑剂均匀地涂刷在承口安装好的胶圈内表面,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀;钢塑复合管研发下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法;安装机具设备:将准备好的机具设备安装到位,安装是注意不要将已清理的管子部分再次污染;顶推管子使之插入承口:首先将插口防入承口内是插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此,让人可在管承口端用力左右摇晃管子,直到插口插入全部到位,并保证承口四周外沿至胶圈的距离一致;管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,不能安装到位。因此,可采用双倒链平行用力的方法,使管件平行安度装,胶圈不致被挤;检查:检查承口、插口的位置是否符合要求。
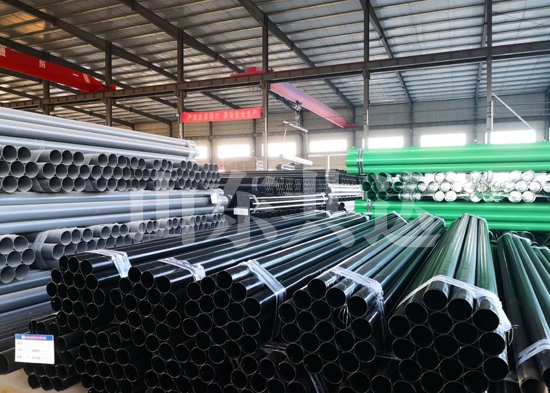
哈尔滨钢塑复合管1、应按《建筑给水涂塑复合管管道工程技术规程》CECS125:2001执行。2、涂塑钢管应选用下列施工机具:(1)切割应采用金属锯切割;(2)压槽应采用专用滚槽机;(3)弯管应采用弯管机冷弯;(4)套丝应采用电动套丝机进行管螺纹加工;(5)涂塑钢管端口去毛刺和加工园角应采用锉刀加工;(6)涂敷高强度无机溶剂液体环氧树脂涂料应采用小毛刷或小牙刷。钢塑复合管研发3、涂塑钢管施工程序应符合下列要求:(1)涂塑钢管不宜埋设于钢筋混凝土结构层中;(2)涂塑钢管管道安装中禁止进行焊接;(3)涂塑钢管管道安装宜从大口径逐渐接驳到小口径,管口应及时封堵;(4)涂塑钢管在运输、装卸及工地施工中,严禁抛摔和剧烈撞击;(5)涂塑钢管安装时,管径不大于DN50时可用弯管机冷弯,但其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
哈尔滨钢塑复合管消防内外涂塑钢管:以钢管为基管,外壁涂装高附着力、抗冲击性、防腐耐候型的热固性粉末涂料,内壁涂装高附着力、防腐、食品级卫生型的热塑性粉末涂料。钢塑复合管研发采用喷砂化学双重前处理、预热、内涂装、外涂装、固化、后处理等工艺制成的给水内外涂塑复合钢管,是传统钢塑管、镀锌管升级型的高性价比产品。产品通过国家化学建材检测中心消防专业认证。
| 手机:15064473613 | |
| 固话:0536-6917198 | |
| 传真:0536-6917189 | |
| 地址:山东省潍坊市昌乐县河头工业园 |

